山东福瑞达生物股份有限公司生产过程控制质量管理经验分享
生产过程的质量监督检查主要由品管部过程控制(IPQC,in-put process quality control)团队执行,负责监督生产制造过程,以抽检的方式对生产批次产品进行质量判定。为了降低批次质量异常率,巡检建立了“首检+巡检”的工作模式,并开展关键工艺验证项目,确保过程质量可控且具有可靠性。在检验标准化的前提下,严谨的过程质量控制方案的实施,实现质量合格率稳定提升。
1.首检
首检即首件检验,指每个班次刚开始时或生产过程发生变化后(例如关键工序人员变动、物料更换、设备停机调试等),所加工的第一或前几件产品。通过建立IPQC首检制度,实现对产线首检的全覆盖,避免产品质量问题的批量出现。首检过程遵循“三检制”原则:包括自检、互检以及专检环节。只有通过首检,生产线才可进入批量生产阶段。首检全覆盖是产品合格率的关键因素之一。
2.巡检
首检合格后,生产线正式进入批量生产阶段。此时,IPQC的工作转向巡检模式。为了对产线进行全面监控,巡检坚持“三全”原则:全过程、全区域、全生产时段,平均每2小时在线抽检一次,及时规避质量问题,避免不良品出厂。同时将全套相应的检测设备配置到生产现场,可及时对关键控制参数进行检测监控,通过检测数据,客观地反馈质量现状。
3.关键过程开展验证
针对生产过程中的关键工艺步骤,为排除染菌风险及异物风险,我们开展了关键工序的工艺验证项目。验证范围从称量工序开始,至配制、暂存、灌装工序,针对接触料液的主要设备(包括配制罐、中储罐、灌装机等)、包材(玻璃瓶洗瓶、塑料瓶臭氧消毒等)和工器具(核心工序使用的主要工器具)分别进行清洁消毒验证。按照验证结果,制定了标准化的清洁消毒操作流程并实现优化,在提高清洁消毒效果的同时缩短工人操作时间,降低生产成本。
4.标准化
为了加强巡检的客观性及有效性,IPQC建立了《标准检验作业指导书SIP》,其中明确规定了抽样原则、判定水平、AQL和异常处理措施,对质量处理方法进行了标准化,统一的标准检验方法,有效提升了检验标准的适用性。
5.统计过程控制(SPC)
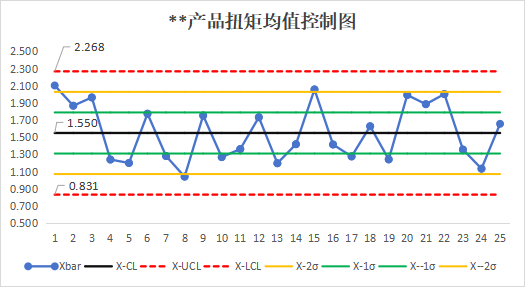
在巡检过程中,对关键控制参数进行检测数据收集与分析。借助SPC控制图,分析生产过程是否处于“统计状态”。如:对旋盖扭矩参数的控制,计算扭矩控制限度,为生产提供扭矩调整范围,实现在线实时监控,当出现数据超差的情况,可及时识别异常,确保产线稳定受控。在此基础上,建立产品的扭矩控制限台账,可以更便捷地判定不同产品的扭矩稳定情况。以下为某款产品的旋盖扭矩均值控制图,及扭矩控制限台账。
产品扭矩控制限(N*m) | |||||||
序号 | 品名 | 规格 | 下限 | 下预警限 | 均值 | 上预警限 | 上限 |
1 | *** | 110ml | 0.76 | 1.02 | 1.55 | 2.08 | 2.34 |
2 | *** | 100ml | 0.68 | 0.80 | 1.06 | 1.27 | 1.37 |
3 | *** | 150ml | 1.01 | 1.23 | 1.66 | 2.09 | 2.30 |